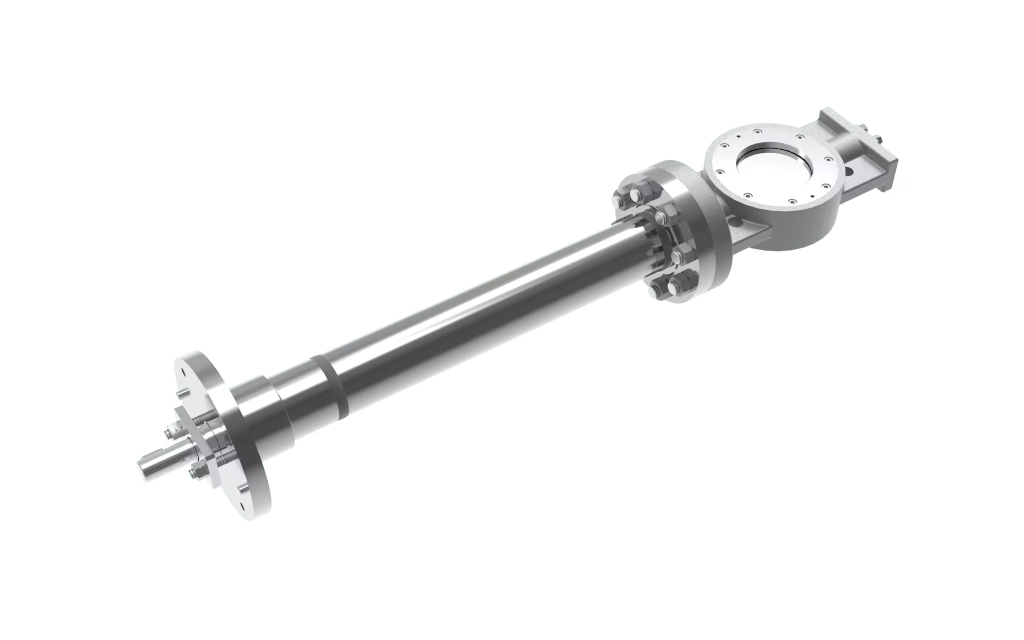
The Severn 4000 series control valve was initially developed over two decades ago specifically to satisfy the installation in cryogenic ASU and Hyco cold boxes of an all welded in construction, thus prevent any possibility of leakage within the insulated area, while giving full access to the valve trim from outside the cold box. Today, it remains a preferred solution for cryogenic control valve applications, industrial gas processing, and critical process control systems across global plants.
As such the 4000 Series Control Valve now benefits from extensive experience in providing cost effective and easily maintained valves in an industry which makes stringent demands from its suppliers. It continues to be a trusted choice for operators seeking high‑performance control valves, zero‑leakage solutions, and long‑life valve performance in demanding conditions.
Construction materials of the body is either stainless steel (model 4400) or aluminium (model 4300) to suit adjoining pipework. Internal surface finish is considered to be of major importance to ensure degrees of cleanliness that are necessary for the Industrial Gas market and therefore all valves are cleaned and assembled suitable for oxygen service as standard. This strict approach supports requirements for oxygen‑clean valves, industrial gas safety compliance, and high‑purity gas handling.
Design Features:
- Model 4400 – one piece stainless steel body / extension
- Model 4300 – aluminium body / stainless steel extension factory assembled
- Smooth profile globe body construction
- Extension lengths to suit installation
- Cold box flange adjustable or welded
- Screwed in seat standard, cartridge cage trim options
- Large choice of trim sizes available with low noise and anti-cavitation options
- Robust parts for trouble free service and low cost of ownership
- Inherently characterised trims available in linear equal percentage or semi-throttle
- Cleaned and degreased for Oxygen service as standard
- Soft seat insert option for ANSI Class VI
- Various options of end connection
These engineered features make the Severn 4000 Series ideal for low‑temperature applications, high‑efficiency flow control, anti‑cavitation valve solutions, and noise‑reduction valve design.
Benefits
- Top-entry servicing with direct access to plug and seat
- Reduced inspection and maintenance costs
- Extensive trim selection
- Reliable leakage performance, bubble tight shut off available
- High interchangeability between sizes and other products
- X-ray option available on all welds
These advantages cater directly to plants requiring minimal downtime, predictive maintenance compatibility, reduced operational costs, and high‑reliability valve systems for continuous process operations.
To find out more about the 4000 Series Control Valve, download the brochure or view the interactive version below.
If you have a Control Valve based enquiry, you can contact the Severn team by completing the enquiry form located here.
The Severn 5000 Series range of Globe Control Valves benefits from more than 40 years of in‑field experience to deliver high‑performance, easily maintained, reliable valve solutions and high‑quality valves for the most severe‑service applications and critical process industries. This makes the range ideal for industrial flow control, severe‑service valve applications, and high‑pressure process control requirements.
The wide choice of materials used for manufacture offers bespoke application solutions, while the smooth body flow path reduces turbulence, minimising the effects of erosion, noise, and supporting long‑term operational efficiency — ideal for oil and gas facilities, petrochemical plants, and power generation operations.
Design Features:
- Smooth profile cast globe, angle and three-way body construction
- Quick-change trim as standard
- Wide choice of trim sizes available with low‑noise and anti‑cavitation options, suitable for high‑performance control systems
- Robust parts for trouble free service and low maintenance costs, preferred in critical process environments
- Inherently characterised trims available in linear, bi-linear, equal percentage or semi-throttle
- Substantial guiding for precision valve control
- Wide choice of packing systems including low‑fugitive‑emission designs, ideal for environmental compliance solutions
- Integral plug system construction option
- Both balanced and unbalanced trim designs with soft seat insert options for leakage‑control performance
Benefits
- Top-entry servicing with easily maintained trim sets for reduced downtime
- Reduced inspection and maintenance costs
- Trims are easily installed
- Excellent flow capacity, control rangeability, and process stability, delivering superior modulation performance
- Design reduces potential erosion and noise issues, supporting long‑life valve reliability
- High interchangeability between sizes and other products, offering retrofit flexibility
- Rigorous in-field testing
- Manufactured to ISO 29001 certification and compliant with PED requirements
- Low actuating forces required with balanced trim styles, supporting energy‑efficient valve operation
The quick-change trim option allows easily accessible trim components to minimise fitting and replacement times.
Stem-guided contoured trim in both balanced and unbalanced configuration gives excellent rigidity and resistance to vibration, service wear, and high‑pressure conditions. The valve is designed to accommodate other products within the Severn range, for example, MLT, CC low-noise, and anti-cavitation trims, ensuring advanced noise and cavitation control.
The vast array of repair intelligence has been utilised to develop the most robust method of design. The 5000 Series utilises the latest trim technology from the simple contoured plug through to the multi‑labyrinth trims, paving the way for future upgrades if required. The robust guiding of the 5000 Series valves provides excellent rigidity to vibration regardless of the valve’s configuration, meaning increased service intervals and reduced downtime — ideal for continuous‑operation industries.
To find out more about the Severn’s 5000 Series Control Valve, download the brochure or view the interactive version below.
If you have a Control Valve-based enquiry, you can contact the Severn team by completing the enquiry form located here.

High‑Performance Choke Valves for Severe‑Service Flow Control
Severn’s choke valves deliver reliable, high‑precision flow control for high‑pressure oil and gas wellhead applications, ensuring stable operation in the most demanding upstream environments. As a global specialist in severe‑service valve engineering, Severn designs and manufactures choke valves that meet both API and ASME standards, supporting enhanced safety, durability, and regulatory compliance.
Engineered for High‑Pressure Wellhead & Production Applications
The 5200 Series Choke Valve is purpose‑built for critical wellhead choke systems, production choke duties, and severe‑service flow optimisation. Designed to handle initial high pressures at well start‑up, it maintains balanced production rates across the production header, supporting efficient reservoir management and long‑term operational stability.
The Choke valve is designed to deal with initial high pressure at well start-up and is used to balance production rates in the production header – both in terms of best production fluid make-up as well as optimisation of the individual well operation and pressure ensuring stable and efficient flow control in critical operating environments.
The range is especially designed to control fluid velocity through effective multi-stage pressure reduction. Combined with the effective use of erosion-resistant materials and optimum fluid impingement angles, the modular choke valve offers superior lifetime performance to the end user resulting in reduced maintenance downtime and enhanced operational reliability.
Severn choke valves feature:
- API monogram available for certified applications
- ASME‑compliant designs for high‑pressure environments
- Rigid body construction for superior structural integrity
- Top‑entry design for fast, safe maintenance and trim removal
- Interchangeable trim parts with upgrade options
- Multi‑stage pressure‑reduction technology for erosion control
- Multiple trim configurations — from fixed orifice to multi‑labyrinth
- High‑integrity, low‑fugitive‑emission gland packing
- Customisable yoke options for reduced valve height and space efficiency
Optimised for Long Service Life and Reduced Maintenance
Severn choke valves use erosion‑resistant materials and optimised fluid‑impingement geometry to extend valve service life and minimise downtime. This engineering approach reduces maintenance costs, enhances reliability, and ensures consistent performance even in severe‑service operating conditions.
Applications
Severn choke valves are suited for:
- High‑pressure wellhead choke systems
- Production choke applications
- Flow optimisation in upstream oil & gas production
- Surface wellheads and onshore oil wells
Your End‑to‑End Valve Engineering Partner
Severn supports clients throughout the entire valve lifecycle — from design and manufacture to maintenance, upgrades, and re‑engineering — helping operators extend asset life and maintain dependable production performance in challenging conditions.
To find out more about the 5200 Series Choke Valve, download the brochure or view the interactive version below.
If you have a Choke valve-based enquiry, you can contact the Severn team by completing the enquiry form located here to request a quote or discuss customised choke valve solutions.


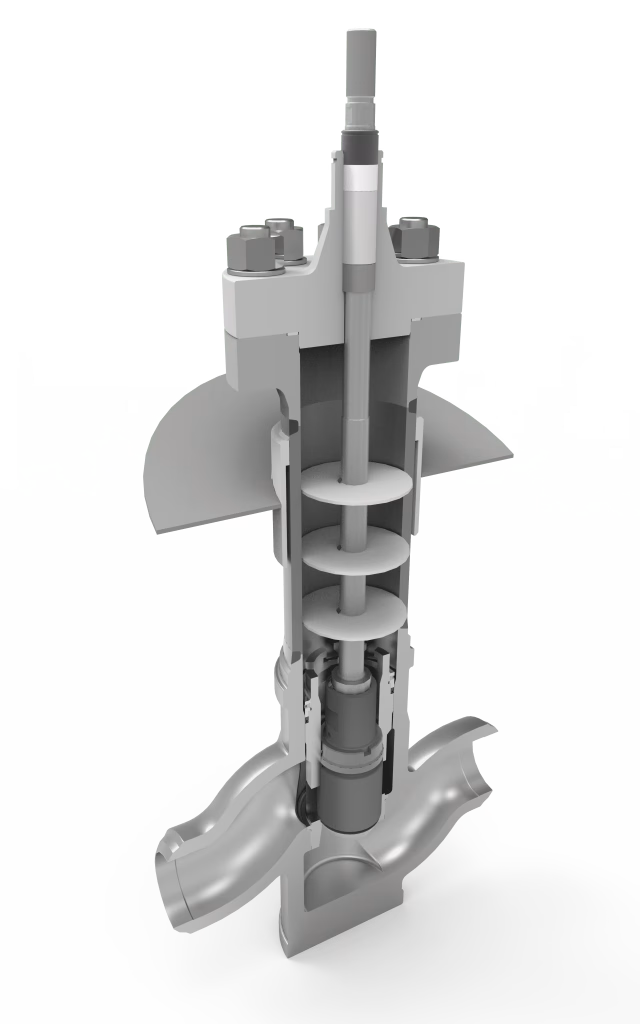
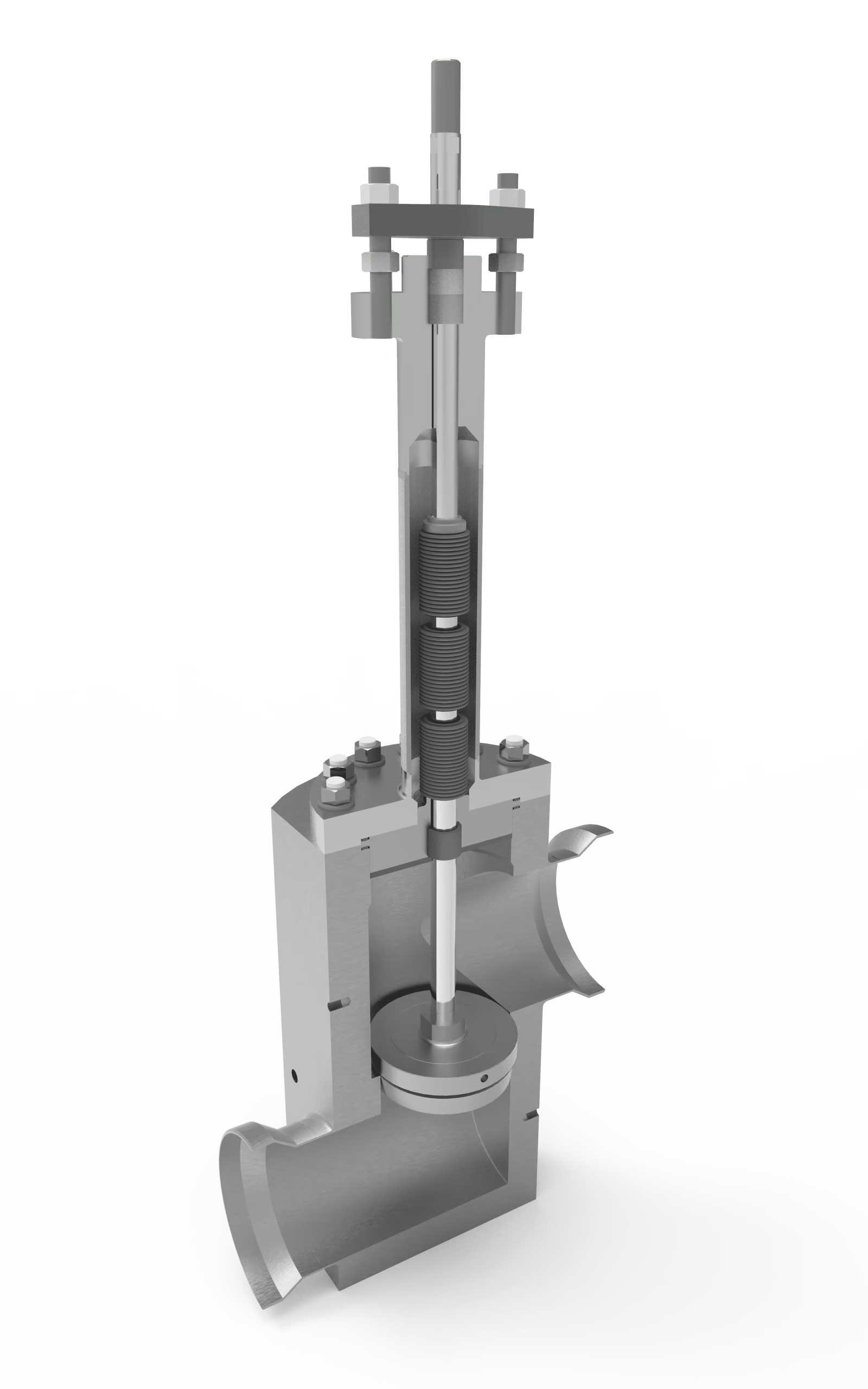
The Severn 7000 Series Control Valve was initially developed specifically for installations in cryogenic and warm service Ultra High Purity Systems for the semi conduction industry and is now widely recognised as a high‑performance solution for industrial gas applications, semiconductor manufacturing, and ultra‑clean process control systems. As such, the 7000 Series now benefits from extensive experience in providing cost effective and easily maintained valves in an industry that makes very stringent design demands upon its suppliers including high purity gas control, cryogenic flow management, and precision pressure regulation.
Compact installation has always been a major consideration in Severn control valve designs and therefore Z angle styles are favoured over large Y pattern bodies. Construction materials of the body are generally forged 316L stainless steel to suit connecting pipework, while the fully machined crevice free flow path minimises particle pick up and ensures the degree of cleanliness necessary for this sector of the Industrial Gas market making it ideal for ultra‑high purity valve applications and contamination‑sensitive environments.
Design Features:
- Smooth profile crevice free body construction
- High-capacity body
- Electronic Grade surface finish options
- Large choice of trim sizes
- Robust parts for trouble free service and low cost of ownership
- Inherently characterised trims available in linear, equal percentage and semi throttle
- Bellows designed specifically for modulating service
- Soft seat insert option for ANSI Class VI
- Various options of weld end connections
- Perpendicular actuator orientation
- Optimised for cryogenic control valve applications
- Designed for semiconductor gas distribution systems
- Precision ultra‑clean flow control for high‑purity processes
Benefits:
- Top entry servicing with direct access to plug assembly
- Reliable leakage performance, bubble tight shut off available
- X-ray options on welds
- Interchangeability between other Severn products
- Reduced downtime with easy maintenance access
- Superior cleanliness for contamination‑critical gas systems
- High accuracy control ideal for industrial gas, electronics manufacturing, and speciality chemical processes
To find out more about the 7000 Series Control Valve, download the brochure or view the interactive version below.
If you have a Control Valve based enquiry, you can contact the Severn team by completing the enquiry form located here to request pricing, technical support, or customised engineering solutions.
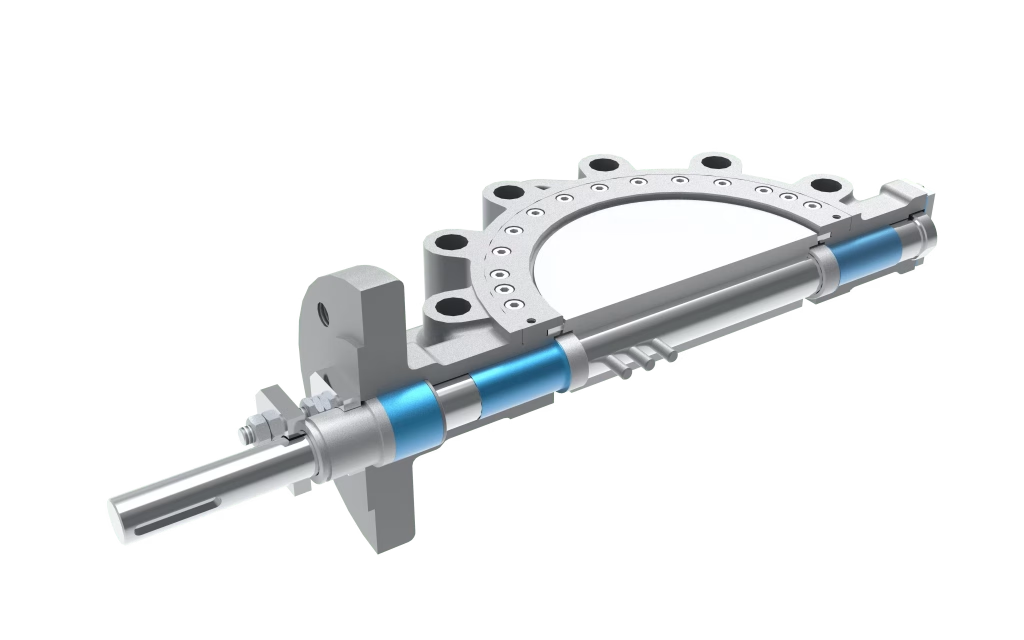
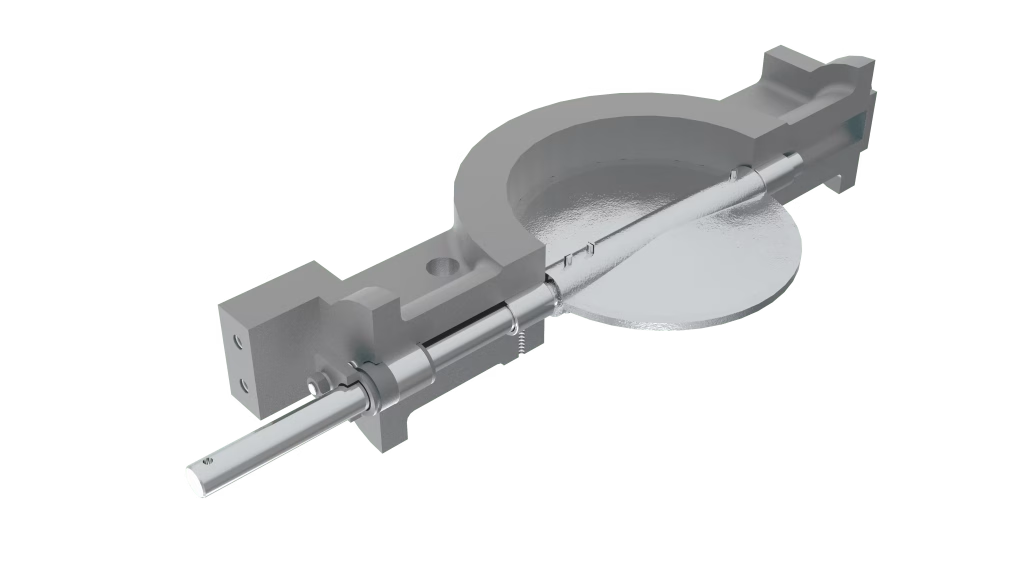
Severn’s OCT Triple Offset offers cutting‑edge Butterfly Control Valve technology.
Incorporating over 65 years of Engineering Excellence and experience in Butterfly Control engineering and application, Severn can offer an industry‑leading and patented engineering technology solution for your Butterfly Valve requirements with the 8500 Triple Offset Oblique Cone Technology (OCT) Butterfly Valve.
Incorporating Severn’s Repair Intelligence capabilities which involves providing real market feedback from extensive in‑depth analysis from failed valves.
Severn have designed each facet of this valve to provide the most accurate, reliable, and robust service capability possible to help you achieve your core remit of safe operations and minimum downtime.
Severn’s patented Oblique Cone sealing technology (OCT) has been designed from the outset to provide the ultimate cutting‑edge Butterfly Valve design. With flexibility in mind, the OCT Butterfly Valve can be used in both control and isolation duty, and benefits from interchangeable seals and control trims, this coupled with enhanced safety features means Severn’s OCT valves are some of the most versatile Triple Offset Valves available.
- Patented OCT sealing technology designed from the outset to provide the ultimate in cutting edge Butterfly Valve technology.
- Valve size range – 80mm (3”) – 600mm (24”) with larger sizes up to 72” on request.
- Standard pressure ratings #150 and #300, higher ratings up to #2500 on request.
- Standard face to face dimensions to API 609/ISO 5752 and B16.10 with non-standard dimensions available on request.
- Seat leakage class to ANSI/FCI 70.2. Class IV, API 598 Zero.
- Standard Design temperature: -47°C to 230°C – Higher/lower temperatures available on request.
- Manufactured in most castable materials such as Carbon Steel, Stainless Steel, Duplex, Super Duplex, Aluminium Bronze, Monel, Titanium etc.
- Designed to be used for both control & isolation duty.
- Fire safe certified
- Fugitive Emission Packings as standard
- Interchangeable Seal options
- OCT-SW designed for seawater applications to eliminate the risk of galvanic corrosion.
- The quarter turn design ensures ease of actuation.
- Fully in-field serviceable, designed to be repaired, not replaced.
- Dual anti-blowout protection as standard.
- No internal bolting to come loose due to vibration.
- Streamlined one piece disc, maximises Cv and minimises flow restriction.
- Disc supplied hard-faced as standard for improved abrasion resistance.
- Seal options include Laminate Seal, Hybrid Polymer Metallic Seal and Solid Metal Seal.
- Torque seated design ensures consistent sealing performance.
- Self-compensating design for wear and temperature.
- Available with a range of low-noise and anti-cavitation trims.
- OCT-SW – Isolates all graphite from contacting the line media to remove the risk of galvanic corrosion.
- ISO 15848 Certified packings as standard.
- Fire safe certified in accordance with ISO 10497, API 607 & API 6FA. (#150 & #300)
- In field serviceable with only basic tools.
Sizes
- Valve size range – 80mm (3”) – 600mm (24”) with larger sizes up to 72” on request.
Valve Body Ratings
- ASME / ANSI #150 and #300 – Standard.
- Up to #2500 on request.
- Special / Non-standard ratings such as: API, BS EN, JIS available on request.
Body Styles
- Wafer.
- Lugged.
- Double flanged (Short Pattern).
- Double flange Long Pattern available on request.
- Butt Weld End available on request.
End Connections
- Raised Face.
- Flat Face.
- Ring Type Joint.
- Butt Weld End available on request.
Face to Face Dimensions
- API 609.
- ISO 5752.
- B16.10.
- Non-standard available on request.
Bonnet Styles
- Standard.
- High temperature.
- Cryogenic.
Trim options
- Standard.
- Anti Cavitation / Low Noise.
- Full Baffles.
- Half Baffles.
- Hard Faced (coatings and weld overlay).
Construction Materials
- A wide range of standard materials are available for both the valve pressure containing parts and trim, including carbon and stainless steel, duplex/super duplex, aluminium bronze, titanium, and high nickel alloys. Stellite, and other hard facings/coatings are available. For further details on materials please contact us via sales@severnvalve.com
Paint
- A wide range of paint finishes are available including enamel, alkyd gloss and various epoxy finishes.
Clean Build
- Severn maintains high clean build standards-utilising clean build areas including Oxygen clean and a Ultra High Purity clean room.
Actuation
- We offer a wide range of actuators including-pneumatic scotch yoke and rack and pinion, electric, hydraulic, electro-hydraulic and manually operated.
Instruments
- A wide range of control instruments are available from Severn, including: positioners, air-filter regulators, volume boosters, solenoid valves, and lock-up valves.
Bespoke Solutions
We can offer bespoke tailored solutions to suit specific customer needs, these include reduced diameter internals, steam jackets and 3-way valves etc.
Offshore Platform & FPSO
- Seawater lift pump back-pressure control
- Ballast water flow control
- Hydrocarbon gas flow control
- Fire main bypass control
- Fire Water Isolation & Control
Refinery
- Flare gas control
- Flow balancing for fiscal metering
Power Generation
- LP and MP steam control
- Cooling water flow and back pressure control
- Cooling tower de-icing
LNG Storage and Transportation
- Loading & unloading flow control
- LNG recirculation control
- LNG tank flow control
- LNG, LPG & GTL Plants
Urea, Ammonia & Fertilizer Production
- Synthesis gas flow control
- Urea flow control
- HP steam pressure reduction
- Regulator Level Control & Isolation Valves
Chemical Processing Valves
- Brine Control
- Flare inlet Control
- Steam
- Tail Gas
- Hydrogen Gas
- Cooling Water Isolation & Control
More available on request via sales@severnvalve.com
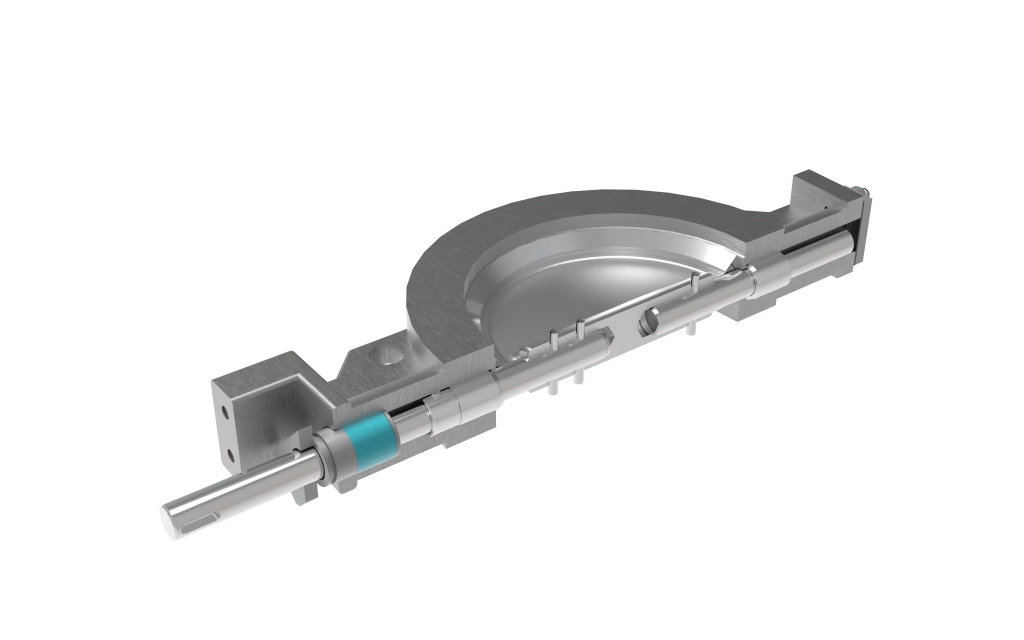
Severn’s 8500 Triple Offset Cryogenic Butterfly Valve range is developed from our years of extensive Control valve knowledge and experience.
We have developed our 8500 ranges for cryogenic applications. Open or closed extension bonnets are available for all our valve products, ensuring the gland packings are located away from the line media.
By utilising the principles of our 8100, 8300 and 8500 valve ranges, we can offer a vast range of products from a Single Offset Swing Clear valve, a Double Offset PTFE Seated valve, or a Triple Offset valve, all specifically tailored for cryogenic services.
Clients can also choose from standard and bespoke face to face and end connection options. With access panels available on Butt Weld End designs when required.
Severn’s Cryogenic Butterfly valve series offers the flexibility in design for assurance in performance and ensures you maintain and achieve your core imperatives of safe operations and minimum downtime.
Design Features:
- Interchangeable laminated & hybrid seal options
- Disc supplied hard faced as standard for improved abrasion resistance
- Metal seated for arduous conditions
- Torque seated design ensures consistent sealing performance
- Self-compensating design for wear and temperature
- Torque energised seal for low & high pressures
- Self-compensating design for wear and temperature
- No internal bolting to come loose due to vibration (not BWE)
- Disc supplied hard faced as standard for improved abrasion resistance
- Available with a range of low noise and anti-cavitation trims
- Fully in-field serviceable
- Reliable performance
To find out more about the Cryogenic Butterfly Valve range, download the brochure or view the interactive version below.
If you have a Control Valve based enquiry, you can contact the Severn team by completing the enquiry form located here.

The Severn 8100 Swing Clear and 8200 Step Seat Butterfly Valves are designed to control the flow of liquids and gases for more severe service applications. They are typically encountered in chemical and petrochemical applications where a complete tight shut-off is not essential.
Severn’s types of Swing Clear and Step Seat valve bodies include Wafer, Lugged, Double Flanged and Butt Weld Ends. The discs have a streamlined shape which provides minimum resistance to flow and on large valve ribs, are incorporated for extra strength. Special clearance is provided between body and disc to prevent seizure in valves used at elevated temperatures.
Design Features:
- Designed to control the flow of liquids and gases for more severe applications generally encountered in a chemical and petrochemical applications where a complete tight shut-off is not essential
- The ‘Swing Clear’ disc which has no contact with the valve body enables the valves to be used with high pressures and a wide range of temperatures
- Reduced leakage can be obtained with our Step Seat valves on limited applications, high and low temperature gasses
- Sizes from 2in (50mm) up to 88in (2200mm)
- Streamlined shape disc which provides minimum resistance to flow and on larger valves ribs are incorporated for extra strength
- Standard pattern valves are generally designed to suit a static maximum pressure up to 10 bar and pressure differentials depending on valve size and construction
- Temperature ranges of up to -190°C up to 1000°C
Benefits
- Low torque
- Maximised Cv
- Hard facing options available for improved abrasion resistance
- Available with a range of low noise and anti-cavitation trims
- Reliable performance
To find out more about the 8100-8200 Butterfly Valve, download the brochure or view the interactive version below.
If you have a Control Valve based enquiry, you can contact the Severn team by completing the enquiry form located here.
Severn’s 8300 Double Offset High performance Butterfly Valve Series enables the disc to achieve a uniform 360°C seal contact and to move into and break out from the seat with the minimum of wear.
The seat design ensures low seating and breakout torque, resulting in smaller actuators and improved economy when selection from the various forms of actuation available.
Across the size range, the 8300 Series butterfly valve has a variety of distinct features, all designed to reduce wear and control effectively to support durable performance, ensuring you to meet your core imperatives of safe operations and minimum downtime.
Design Features:
- Self energising seat at low pressure
- Pressure energised at high pressure compensating for wear and temperature
- Seat energiser fully isolated by PTFE envelope
- Cavities minimised to avoid ingress of particulates
- Temperature ratings from -196°C to +230°C
- Shut off pressures up to 100 bar
- The quarter turn design ensures ease of actuation for both control and on/off duties
- Standard face to face dimensions to API 609 / ISO 5752 and B16.10 with non-standard dimensions available on request
- Valve size range – 2in (50mm) – 48in (1200mm) with larger sizes available on request
- Body pressure ratings up to 2500lb
- Can be manufactured in all commercially available metals in cast, forged or plate form
- Non-graphite options available for seawater service
- Anti-blowout stem as standard on #300 ratings and above
Benefits
- The double eccentric action enables the disc to achieve a uniform 360°C seal contact and to move into and break out from the seat with the minimum of wear
- The seat design ensures low seating and breakout torque
- Anti-cavitation trims and baffle plates available to reduce cavitation and noise issues
- Reliable leakage performance bubble tight shut off
To find out more about the 8300 Butterfly Valve, download the brochure or view the interactive version below.
If you have a Control Valve based enquiry, you can contact the Severn team by completing the enquiry form located here.
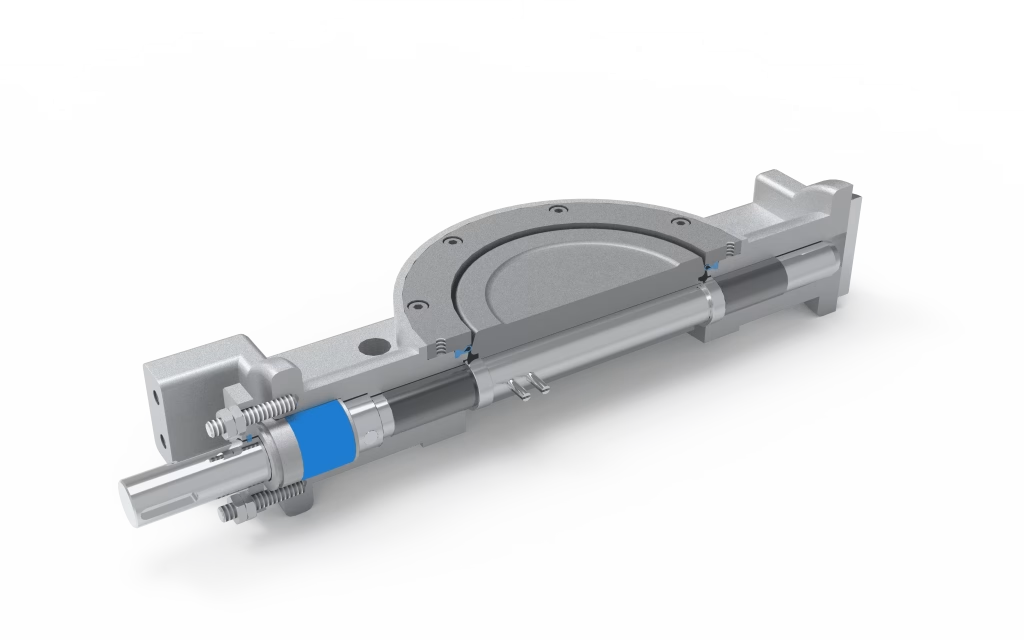
Severn’s 8300 Double Offset Cryogenic Butterfly Valve range is developed from years of Control Valve knowledge and experience.
We have developed our 8300 ranges for cryogenic applications. Open or closed extension bonnets are available for all our valve products, ensuring the gland packings are located away from the line media.
By utilising the principles of our 8100, 8300 and 8500 valve ranges, we can offer a vast range of products from a Single Offset Swing Clear valve, a Double Offset PTFE Seated valve, or a Triple Offset valve, all specifically tailored for cryogenic services.
Clients can also choose from standard and bespoke face to face and end connection options. With access panels available on Butt Weld End designs when required.
Severn’s 8300 Cryogenic Butterfly valve series offers the flexibility in design for assurance in performance and ensures you maintain and achieve your core imperative of safe operations and minimum downtime.
Design Features:
- Seat design ensures low seating and breakout torque
- Pressure energised seal
Benefits:
- Anti-cavitation trims and baffle plates available to reduce cavitation and noise issues
- Anti-blowout options available (standard on #300 and above)
To find out more about the 8300 Cryogenic Butterfly Valve, download the brochure or view the interactive version below.
If you have a Control Valve based enquiry, you can contact the Severn team by completing the enquiry form located here.